
The following points should be paid attention for the electroforming mold of the reflector:
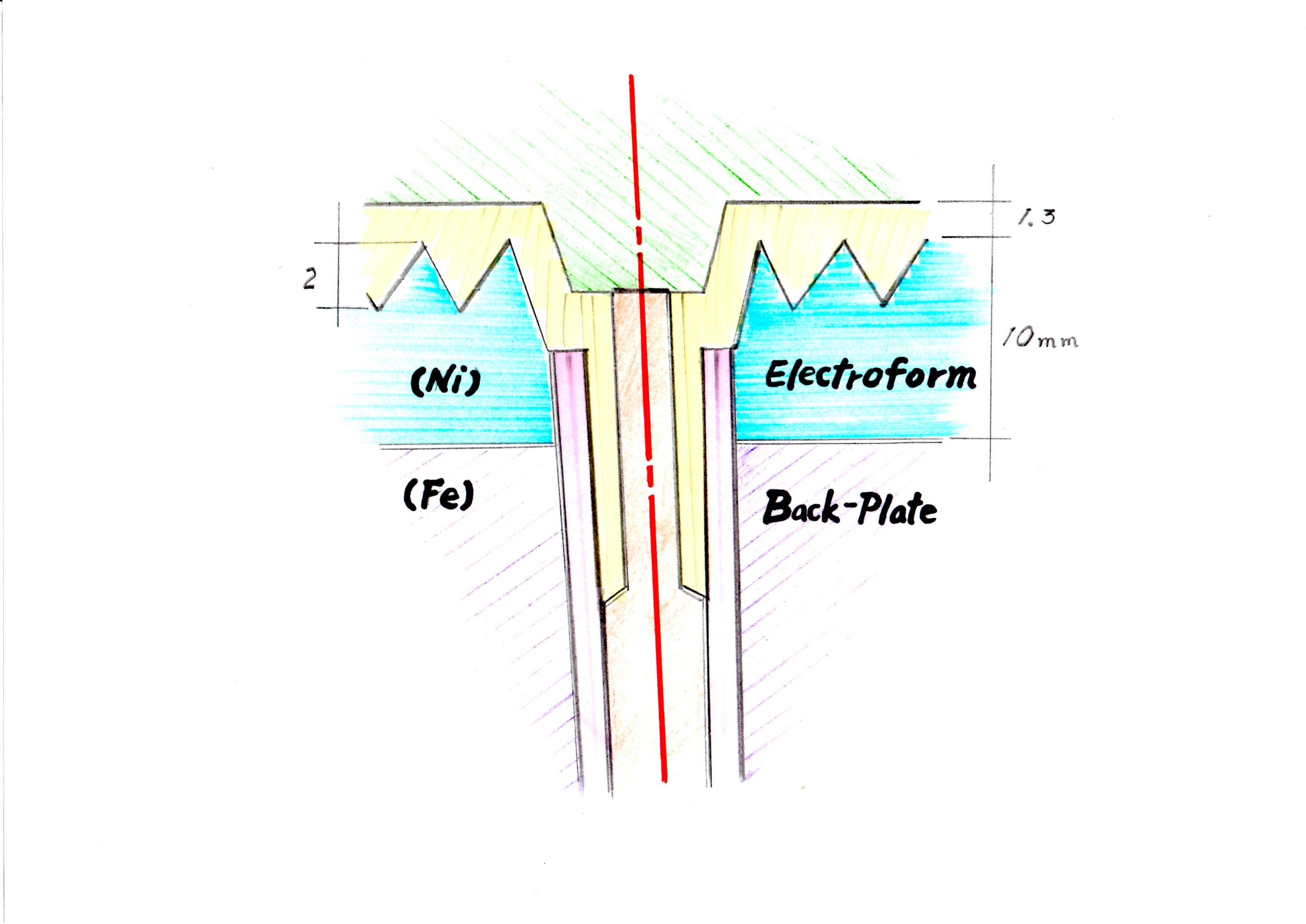
1. The height of the electroform core (tooth peak to the flat bottom of the mold core) is about 10mm (the height of the mold core seat is determined according to the mold design)
2. It is recommended that the material of the cavity mold should be P5 or above, BPMHH2738C or high nickel content and high hardness steel is better!
3. The cavity mold polished required to be applied by hand to ensure smoothness and precision, and the polishing is required to be above #3000!
4. The average thickness of the reflector (tooth tip to mother die surface) is recommended to be 1.3 ~ 1.5mm!
5. The mass production must be produced with a mold temperature machine during injection molding (it is recommended that the mold temperature be set above 80 degrees C)!
The reference temperature of the material tube depending on the machine conditions, high temperature is still recommended
PC∕PMMA material temperature: 200~240 degrees Celsius is recommended (depending on machine conditions but still high temperature is better)
6. Be careful not to cause electroform to be scratched by the injection of cold material (cannot be repaired)
7. If need a release agent to help release the mold during injection molding, please use a water-based release agent to avoid affecting the light distribution.
8. When the mold is sealed, the electroform core should be sprayed with vaporized spray (do not use emulsified maintenance oil)
And before the next production, it must be cleaned with solvent before starting injection molding
9. The cleaning of electroform can be immersed in acetone or scrubbed with a brush (brown) on the tooth surface with acetone-free cleaning agent.
Precautions for plastic injection reflector
Precautions for plastic injection reflector
Precautions for plastic injection reflector

DETAIL
Precautions for plastic injection reflector